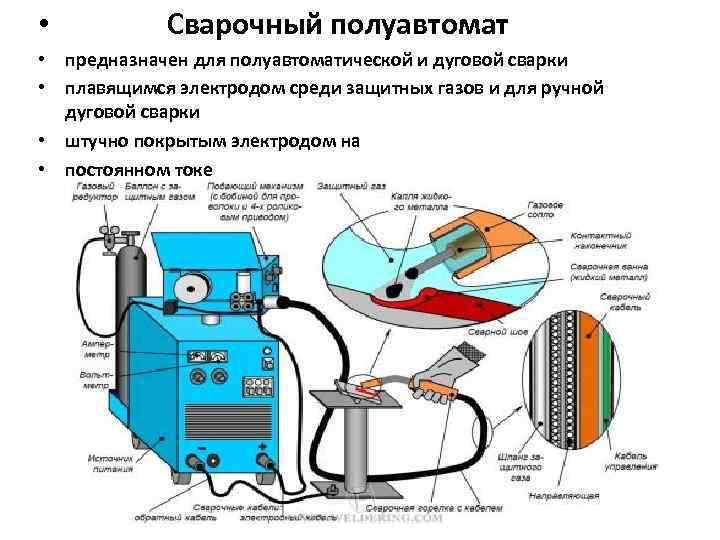
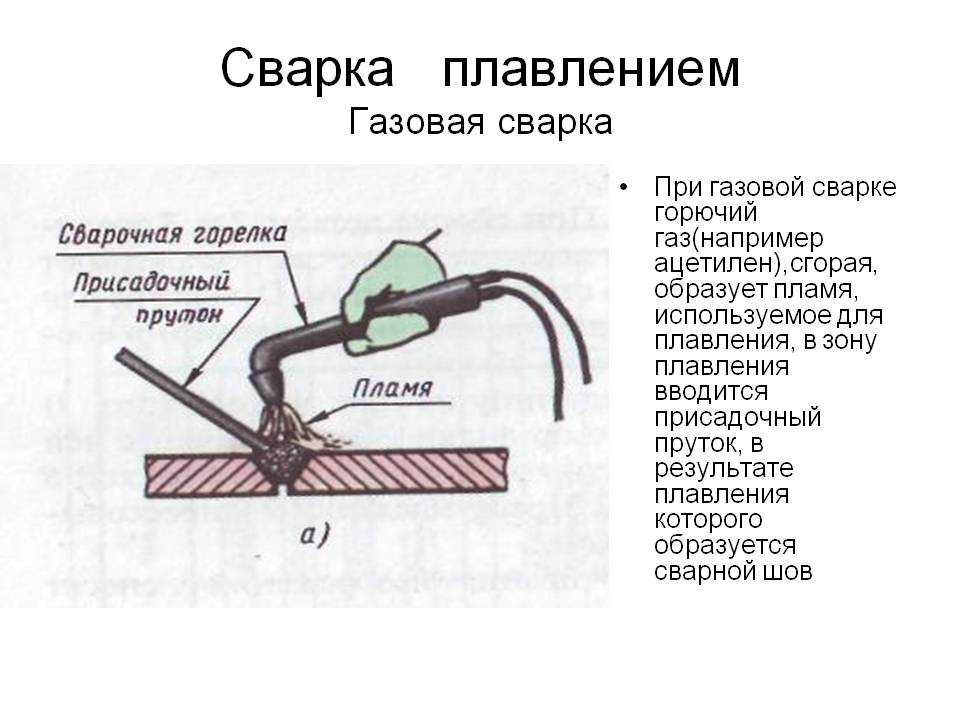
Принцип работы
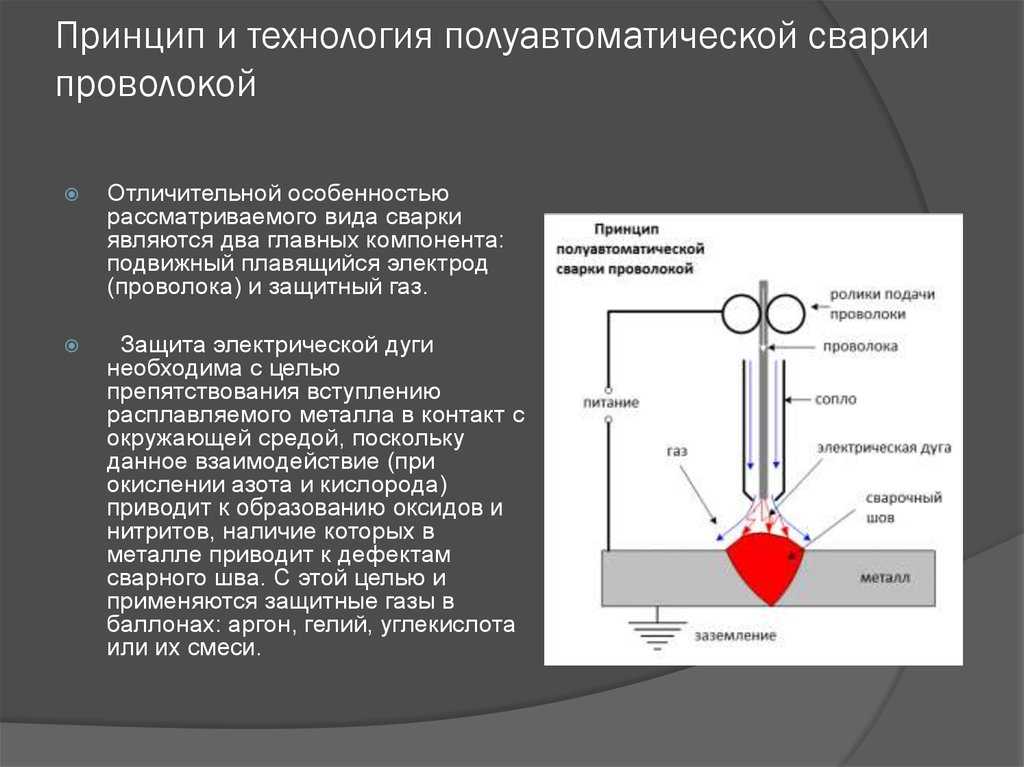
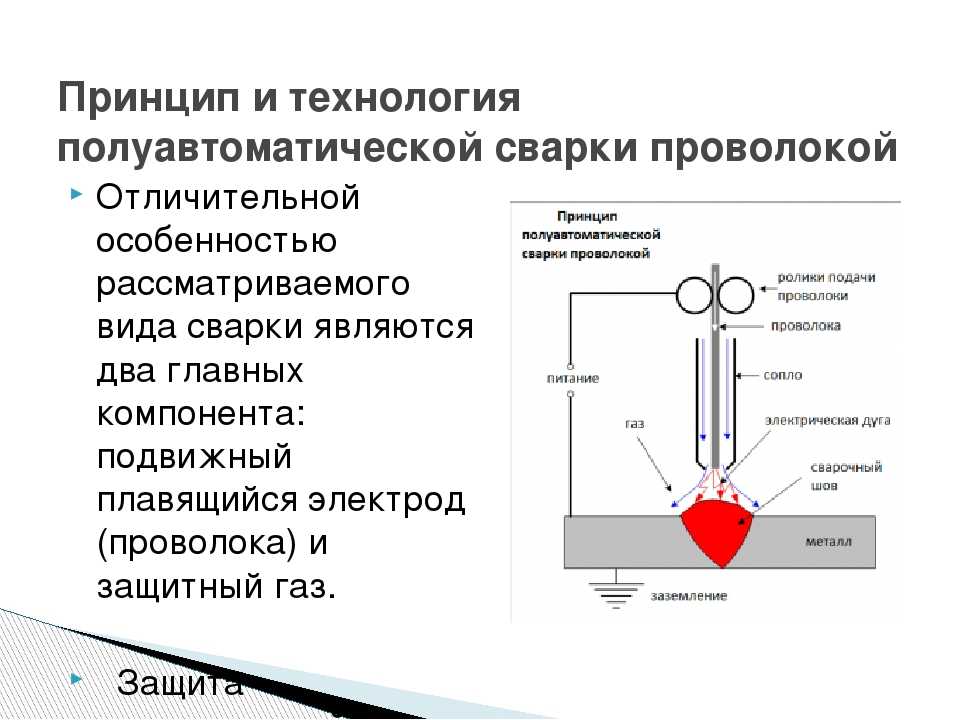
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
![]()
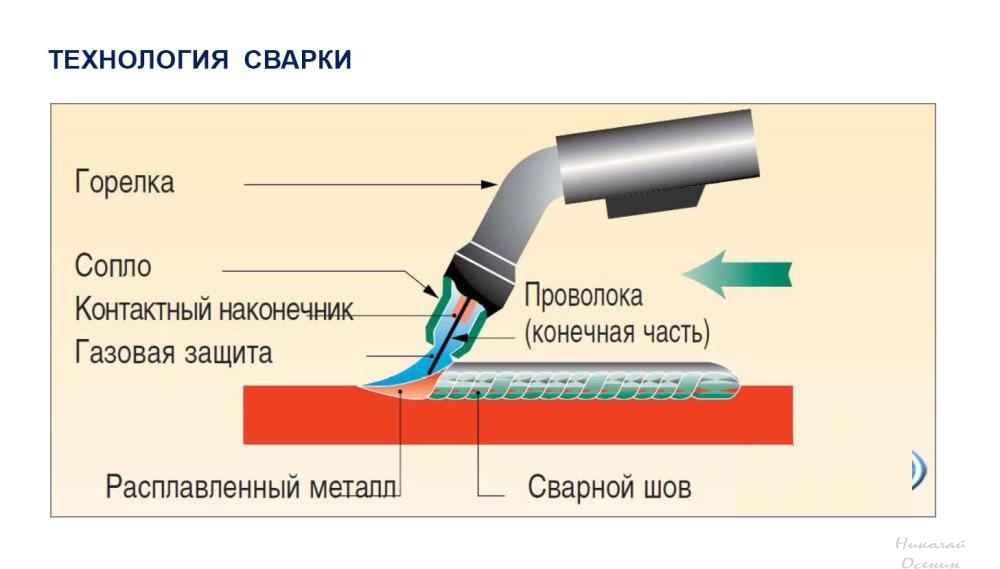
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
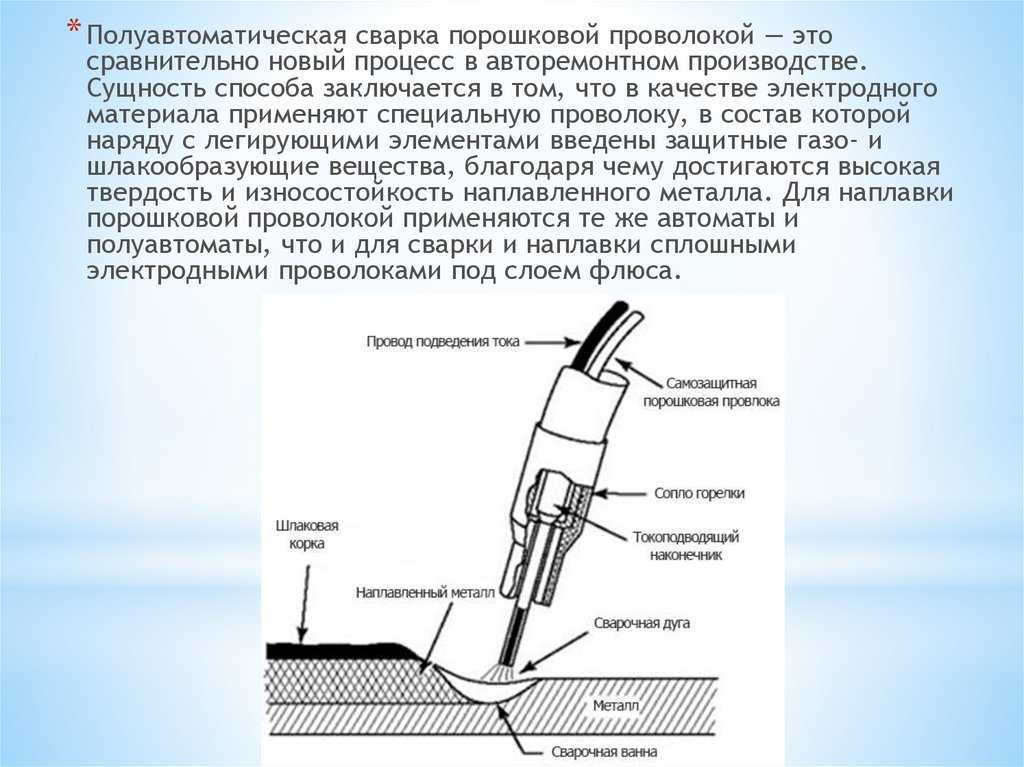
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой
Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.





Как правильно подобрать
![]()
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь. Также нужно учитывать сроки и условия хранения
Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
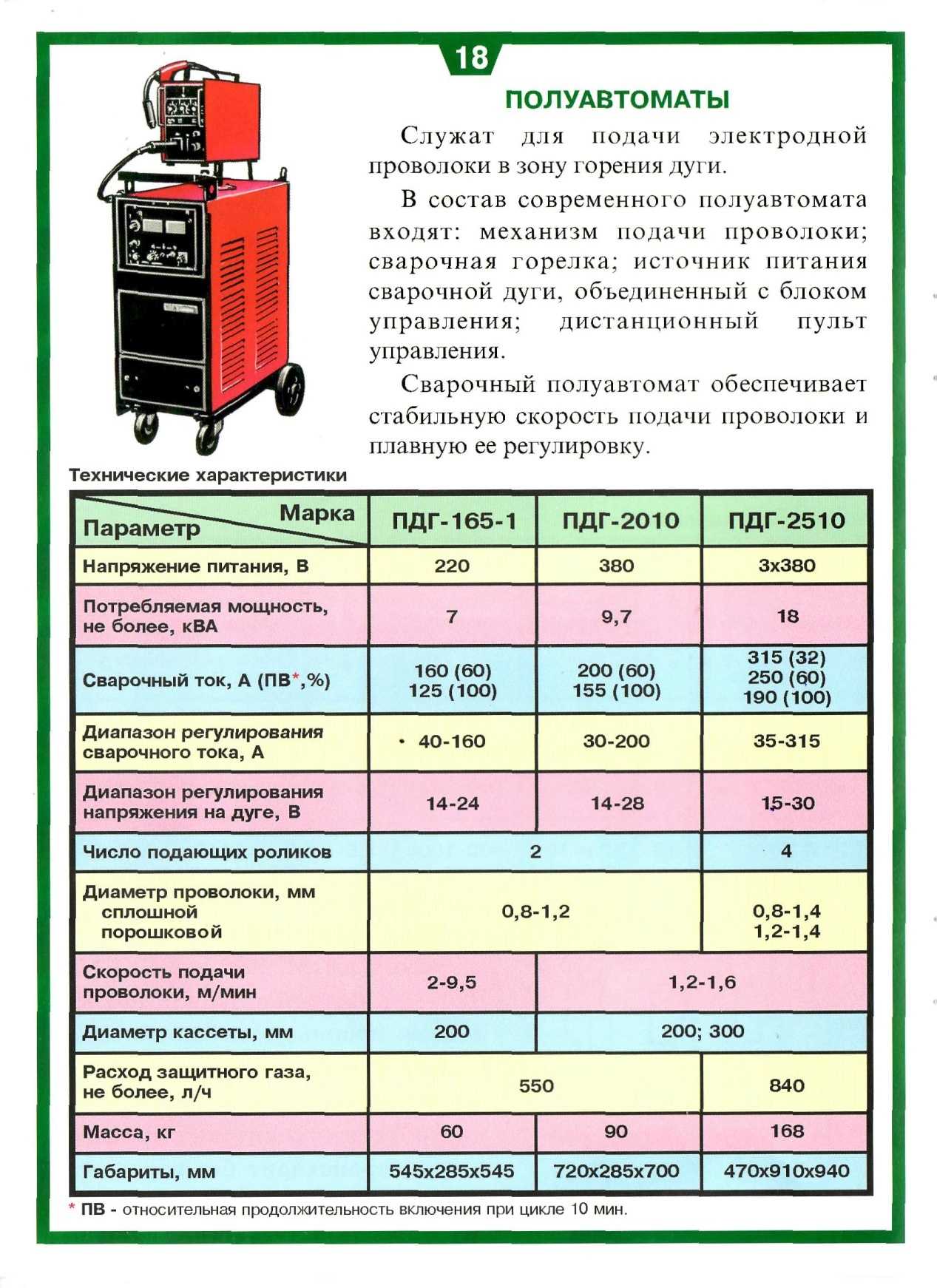
Характеристики полуавтоматической сварки
Основными характеристиками является:
| 1 | Сварочный ток | 42-520 А (Для автоматического процесса до 1100 А) |
| 2 | Напряжение на дуге | 12-40 В |
| 3 | Скорость проведения процесса | 25 – 100 см / мин |
| 4 | Диаметр используемой присадочной проволоки | 0,8 – 3,0 мм |
| 5 | Расход газа | До 25 л / мин |
| 6 | Температура дуги при полуавтоматической сварке | 6000 – 8000 оС |
Максимальная толщина металла для работы полуавтоматом.
Значения максимальной толщины будут регламентированы не способом выполнения процесса будь то полуавтоматическая сварка в аргоне или покрытыми электродами. Так как заварить можно толщины и в 500 мм и более. Как например реакторная зона на атомных станциях. Значения максимальной толщины нам укажет нормативный документ, согласно которому выполняется процесс. Если работать согласно ГОСТ 14771, то для U-образной разделки можно варить изделия толщиной вплоть до 100 мм. При двухсторонней до 100-120 мм.
Применяемые газы
Характеризует также полуавтоматический процесс применяемый газ. Те газы которые при попадании в шов образуют химические реакции с металлом сварочной ванны являются – активными. Применяются для MAG.Для процесса МАГ используют следующие газы:
- Кислород (О2)
- Диоксид углерода (СО2)
- Азот
- Водород
Для MIG сварки используются инертные газы, одноатомные, не вступающие в химическую реакцию в отличие от активных и не дающие взаимодействовать газам из воздуха со свариваемым металлом.
Для МИГ применяют газы:
- Аргон
- Гелий
- А также смесь аргона (Ar) с гелием (He), диоксида углерода (СО2) и аргона, кислорода с диоксидом углерода, и смеси газов Ar+CO2+O2.
Часто возникают вопросы по использованию газов. Вот некоторые: для чего нужен газ в сварочном полуавтомате, для сварки полуавтоматом какой газ нужен?
В полуавтомате газ нужен для обеспечения защиты расплавленного металла от воздуха. Подбор газа происходит от того, какие металлы варятся, и предъявляемые при работе требования к изделию.
Аргон
Аргон применяют при проведении ручной механизированной сварки плавящимся электродом, когда необходимо варить такие металлы как титан, высоколегированные нержавеющие, жаростойкие и жаропрочные стали и алюминий. Если коротко, то аргон применяется для полуавтоматической сварки сплавов из цветных металлов и ответственных металлоконструкций, изготовленных из конструкционных сталей.
Аргон делиться по маркам (А, Б, В). Отличие заключается в количестве примесей, которые присутствуют в аргоне. Марка А содержит в составе до 0,003% кислорода и 0,01% Азота. Это крайне высокая степень очистки. Марки Б уже содержит до 0,005% О2 и 0,04 азота соответственно. Аргон этой марки широко применяется для углеродистых легированных сталей. Марка В содержит до 0,1% азота. Значения кислорода те же что и для марки Б и 0,005%.
Азот
Азот используется редко. В основном применяется для меди и ее сплавов. Для других же металлов азот зачастую является вредным, вступая в реакции с расплавленным металлом шва.
Гелий
Гелий нечасто применяется отдельно. Расход данного газа высокий, а сам газ дорогой. Его применяют также, как и аргон. В основном активных, типа алюминия, циркония, высоколегированных сталей или титана. Сварочная дуга, горящая в газовой атмосфере гелия, имеет более высокую температуру. Это поможет работать там, где необходимо проваривать большие толщины, ведя процесс на высокой скорости. Кроме того, гелий имеет самую высокую степень ионизации. Процесс будет идти максимально стабильно.
Смесь гелия и аргона
Чаще гелий используют в сочетании с аргоном. Смеси имеют различные соотношения компонентов, но наиболее распространена смесь Ar+He в соотношении 50% на 50%. Также весьма часто используется смесь Ar – 40 % и He – 60 %. Данные смеси используются преимущественно для титана, алюминия в авиационной и космической промышленности.
Смесь аргона (Ar) и кислорода (O2)
Смесь аргона (Ar) с добавлением кислорода (O2) применяется для сварки черных и нержавеющих сталей. Кислород, применяемый в смеси, улучшает стабильность протекания процесса. Кислород обеспечит мелкокапельным перенос электродного металла. Это уменьшит разбрызгивание металла, что очень хорошо работе полуавтоматической сваркой.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
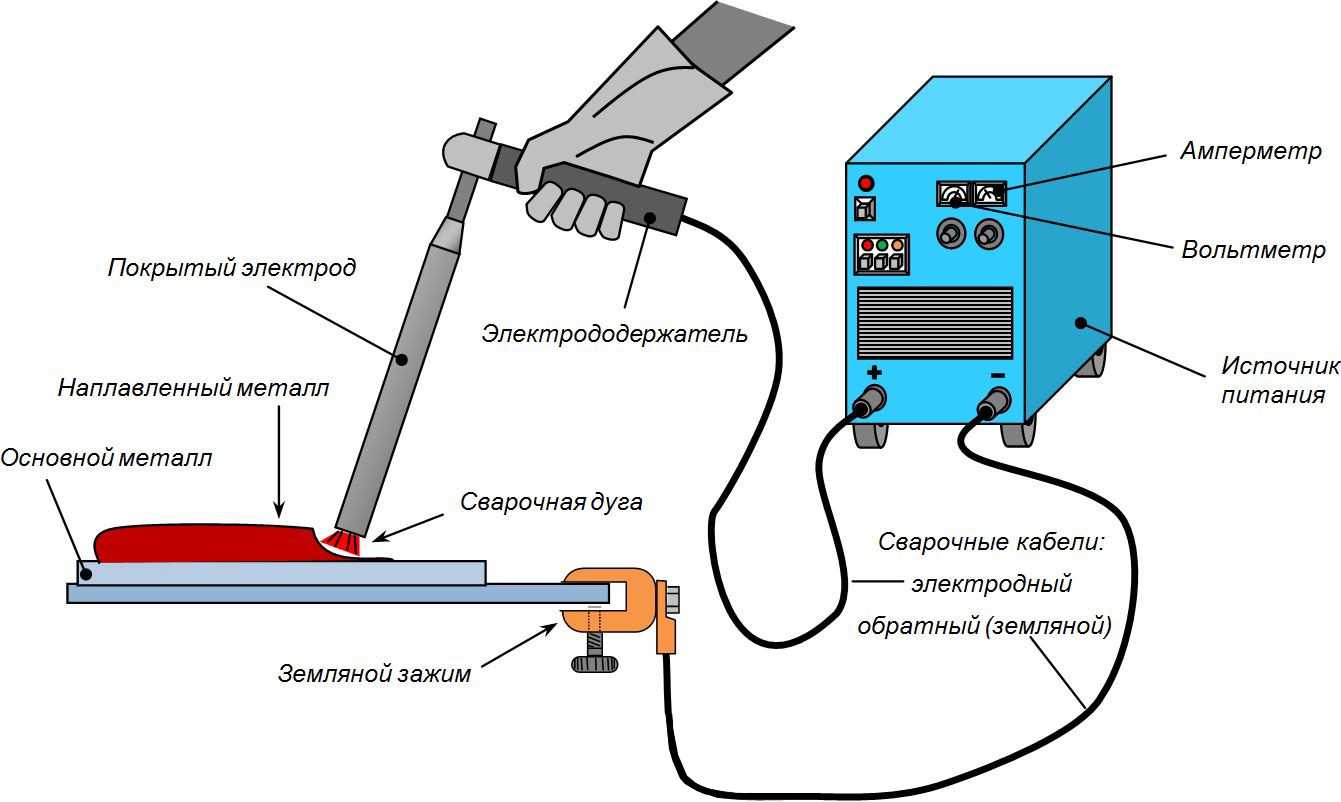
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Видео: Сварка полуавтоматом в среде газа
Выбор сварочного аппарата
Конструкция полуавтоматических сварочных аппаратов состоит из следующих элементов:
- горелка (различные по мощности, способу охлаждения);
- механизм подачи проволоки (по способу подачи, регулированию скорости, количеству прижимных роликов);
- шланг (различаются по диаметру);
- газовый редуктор (должен иметь два манометра).
При выборе полуавтоматического сварочного аппарата для сварки в среде газа требуется определить толщину металла, который будет подвергаться сварке, и какой длины швы будут им производиться. Также следует учесть в каких условиях будут проводиться сварочные работы.
Перед покупкой сварочного оборудования потребуется обязательно выяснить все эти параметры, которые помогут подобрать наиболее подходящий вариант оборудования.
Подбор сварочного оборудования следует проводить, руководствуясь такой методикой:
Выбор следует начинать с постановки задач, которые будут выполняться сварочным аппаратом.
Обратите внимание на качество исполнения сварочного полуавтомата, отзывы о его работе, завод изготовитель, стоимость, которая не может быть меньше средней. При выборе сварочного полуавтомата с минимальной мощностью следует помнить, что он сможет обрабатывать только небольшие по толщине материалы
При выборе сварочного полуавтомата с минимальной мощностью следует помнить, что он сможет обрабатывать только небольшие по толщине материалы.
Следует узнать условия гарантии на купленный товар, близость сервисного центра и доступность расходных материалов: токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики и др.
Подготовка к работе сварочного полуавтомата
Для проведения сварочных работ полуавтоматической сваркой следует придерживаться простых правил подготовки к данным работам, которые помогут сделать сварочные работы безопасными и эффективными.
До начала сварочных работ необходимо подготовить поверхность свариваемого металла, чтобы в нем не образовались поры. При этом с поверхности удаляется различный мусор, грязь, влага, масло, ржавчина на расстоянии до 30 мм от краев зазора. Эту подготовку проводят стальной щеткой по металлу, ветошью, пескоструйным аппаратом, после чего обезжиривают и протравливают.



Сварочные полуавтоматы перед началом работ проходят следующие подготовительные этапы:
Проверка заземления сварочного аппарата. Сварочное оборудование абсолютно любого типа перед применением следует проверять на наличие присоединения к заземляющему проводнику.
Проверить сеть по величине напряжения, так как большинство оборудования очень восприимчиво к различным отклонениям от номинальных параметров.
Выбрать режим работы сварочного оборудования. Современные сварочные аппараты характеризуются наличием множества регулировок и режимов работы, которые настраиваются индивидуально под каждый вид свариваемого изделия и характер проведения работы.
Отрегулировать диаметр наконечника на размер, который на несколько миллиметров превышает размер проволоки.
Проверить регулировку горелки и подающего механизма, так как данные расстроенные элементы сварочного оборудования могут привести к серьезным ошибкам во время работы.
Проверить качество проволоки для сварки, которая не должна иметь отслоений, повреждений и вмятин.
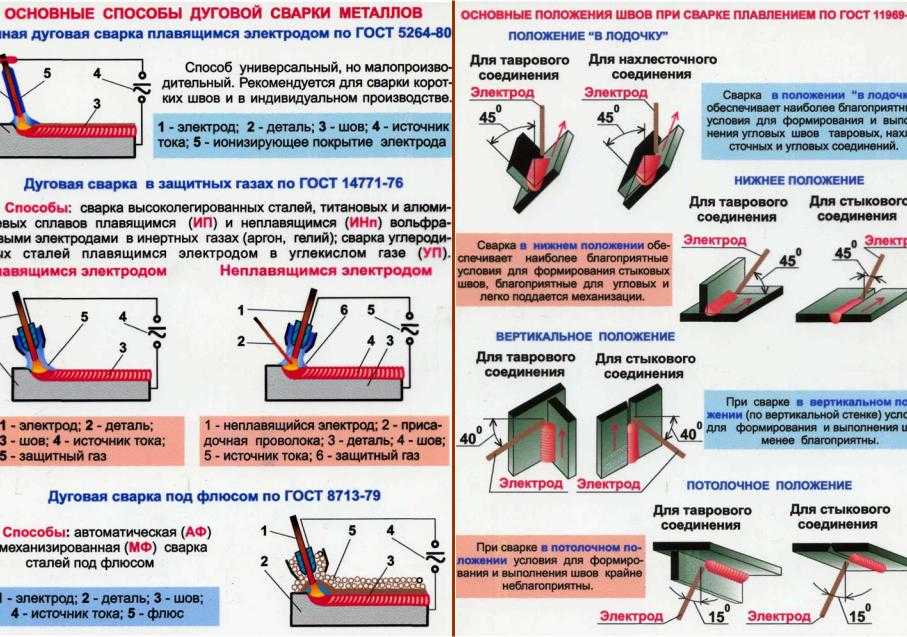
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
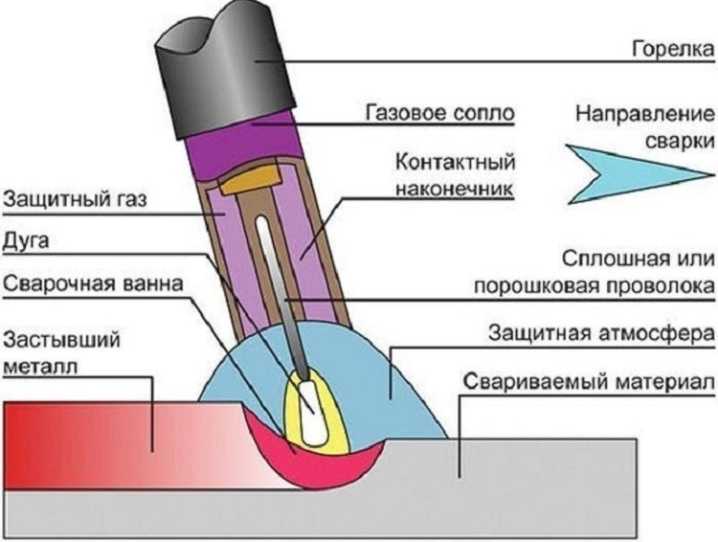
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока.
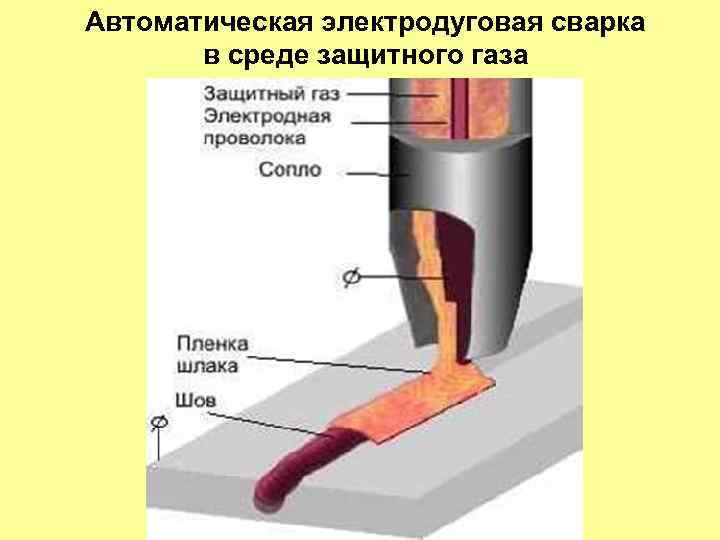
Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения
Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить
Классификация сварочных аппаратов
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду:
- профессиональные;
- полупрофессиональные;
- бытовые.
По способу перемещения:
- стационарные;
- переносные;
- передвижные.
По характеру защиты:
- в защитных газах (активных, инертных, активных и инертных);
- с порошковой проволокой;
- под слоем флюса.
По типу электродного провода сварка осуществляется:
- алюминиевой проволокой;
- стальной проволокой;
- универсальной проволокой.
По способу питания:
- однофазные;
- трёхфазные.
По типу подачи проволоки:
- тянущий вид;
- толкающий вид;
- толкающе-тянущего вида.
По категории исполнения:
- однокорпусные;
- из нескольких частей.
У каждой модели регулируется скорость подачи проволоки и сварочного напряжения. Регулировка может быть ступенчатой, плавной и плавно-ступенчатой. У некоторых аппаратов от напряжения зависит скорость подачи.
Меры безопасности при эксплуатации
![]() Все производители в своих инструкциях описывают правила эксплуатации и безопасности устройства. Выполнение этих правил обеспечит бесперебойную и безопасную работу сварочного полуавтомата. Применение дополнительных средств защиты обезопасит сварщика от таких явлений, как ультрафиолетовое излучение, разбрызгивание расплавившегося металла и прочих.
Все производители в своих инструкциях описывают правила эксплуатации и безопасности устройства. Выполнение этих правил обеспечит бесперебойную и безопасную работу сварочного полуавтомата. Применение дополнительных средств защиты обезопасит сварщика от таких явлений, как ультрафиолетовое излучение, разбрызгивание расплавившегося металла и прочих.
На рабочем месте должны соблюдаться правила пожарной безопасности и подключения электроустановок. Если сварка осуществляется в закрытом помещении, его необходимо регулярно проветривать.
Запрещается направлять горелки на людей. За их состоянием необходимо следить и вовремя осуществлять очистку.
Оборудование должно храниться в сухом помещении. Каждые шесть месяцев нужно проводить плановую проверку, очистку, ремонт аппарата при необходимости.
Ответственность за эксплуатацию оборудования несёт специалист, работающий на нём. Он обязан строго соблюдать заданный режим, использовать установку строго по назначению, соблюдать технику безопасности.
Для защиты во время работы сварщик должен быть обеспечен защитными приспособлениями, а именно: наколенниками, нарукавниками, подшлемником, фартуком, рукавицами, специальной обувью, диэлектрическим ковриком. Защитные щитки со светофильтрами изготавливаются по ГОСТ. Светофильтры зависят от вида сварки. Одежда должна быть сухой и чистой, тёмного цвета из 100% огнестойкого хлопка или шерсти.
Если невозможно обеспечить чистоту воздуха в рабочей зоне сварки, нужно применять средства защиты для органов дыхания.
https://youtube.com/watch?v=_OlO-ohJDUc




Как сварить сварочным полуавтоматом алюминиевые детали?
Соединения алюминиевых поверхностей необходимо пользоваться проволокой из алюминия. Пластичная проволока может легко залипать внутри горелки, загибаться в разные стороны. Избежать этого можно, применяя особые токосъемы.
Для защиты места соединения применяют высококачественный аргон. Давление выбирайте правильно. Оно должно ограждать сварочную ванну от подсасывания воздуха.
Подобное явление возникает, когда защитный газ подается слишком быстро. Необходимо правильно выполнить на сварочном полуавтомате регулировку индуктивности.
При выполнении нужно пробить пленку, которая покрывает алюминий, с определенной скоростью тянуть дугу, следить за сварочной ванной. Только так можно добиться ровного, прочного шва.
Процесс сварки полуавтоматом или как им работать.
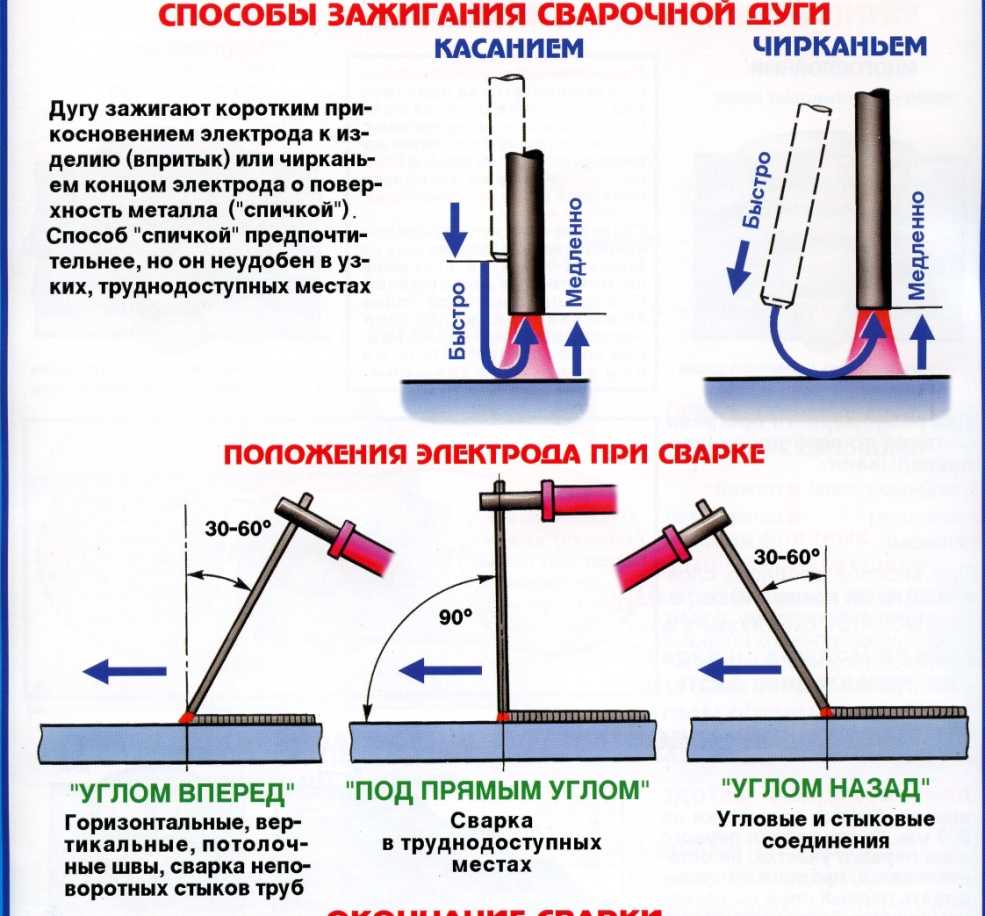
Чтобы начать работать полуавтоматом, нужно зажечь дугу. Это происходит при нажатии на пусковую кнопку сварочной горелки, а также коснувшись изделия зажечь дугу. Дуга загорается можно начинать работать. Для завершения нужно отпустить кнопку и отвести горелку.
Стыковые соединения
Сварку полуавтоматом ведут в различный пространственных положениях. Вести процесс возможно «углом вперед» также и способом «углом назад». От перемещения горелки углом назад провар будет больше, а шов уже. При выполнении процесса углом вперед ситуация обратная. Ширина шва увеличится, но проплавление снизится.
Угол горелки при сварке вертикальный, то есть под 90 градусов для деталей с равной толщиной. Если детали разной толщины, то направляем горелку к более толстой из деталей.
Если металл изделия тонкий до 3 – 4 мм, то работать лучше всего без разделки кромок, на съемной подкладке из материала, хорошо отводящего тепло. К примеру, из алюминия. Если деталь не предполагает использование съемной подкладки. Допустим ее просто не получиться убрать. Тогда можно применить остающуюся подкладку. Она изготавливается из того же материала что и основная деталь.
Выполнять полуавтоматическую лучше на спуск в вертикальном положении. Сварка выполняется сверху вниз, вести горелку нужно углом назад. Подробнее о тонком металле можете ознакомиться в данной статье.
Когда нужно работать с деталями большой толщины, тогда лучше применить MIG сварку в смеси. В качестве газа использовать смесь Ar+He в соотношении 40% + 60%. Сварку изделий большой толщины полуавтоматом лучше выполнять с двух сторон. Это обеспечить полный и качественный провар в корне шва.